group assignment:
• review the safety data sheets for each of your molding and casting materials, then make and compare test casts with each of them • compare mold making processes
individual assignment:
• design a mold around the process you'll be using, produce it with a smooth surface finish that does not show the production process toolpath, and use it to cast part • extra credit: use more than 2 mold parts
Group Assignment
Kat ran a workshop with us and showed us the different materials as well as previous work. It was a great introduction and helped me a lot. I hadn’t used any of the materials before and being able to touch them and experiencing how they behave was crucial to making a plan for this week. Thank you, Kat!!
The group documentation can be found here, as always.
Individual Assignment
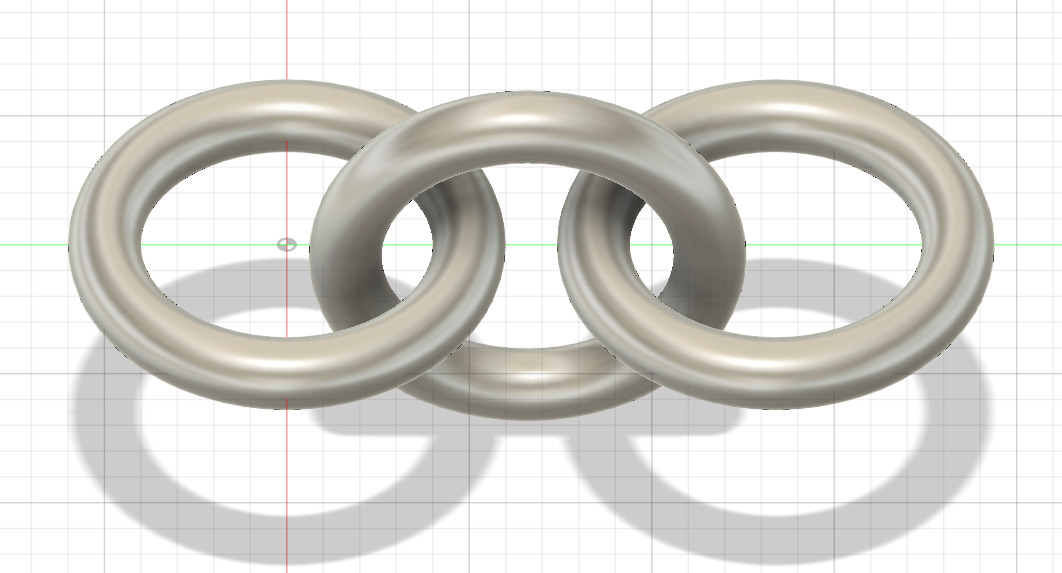
This week I’m making a chain of rings. In the spirit of spiral development, I’ll start with simple rings and then move on to chaining them.

Making A (Hard) Mold
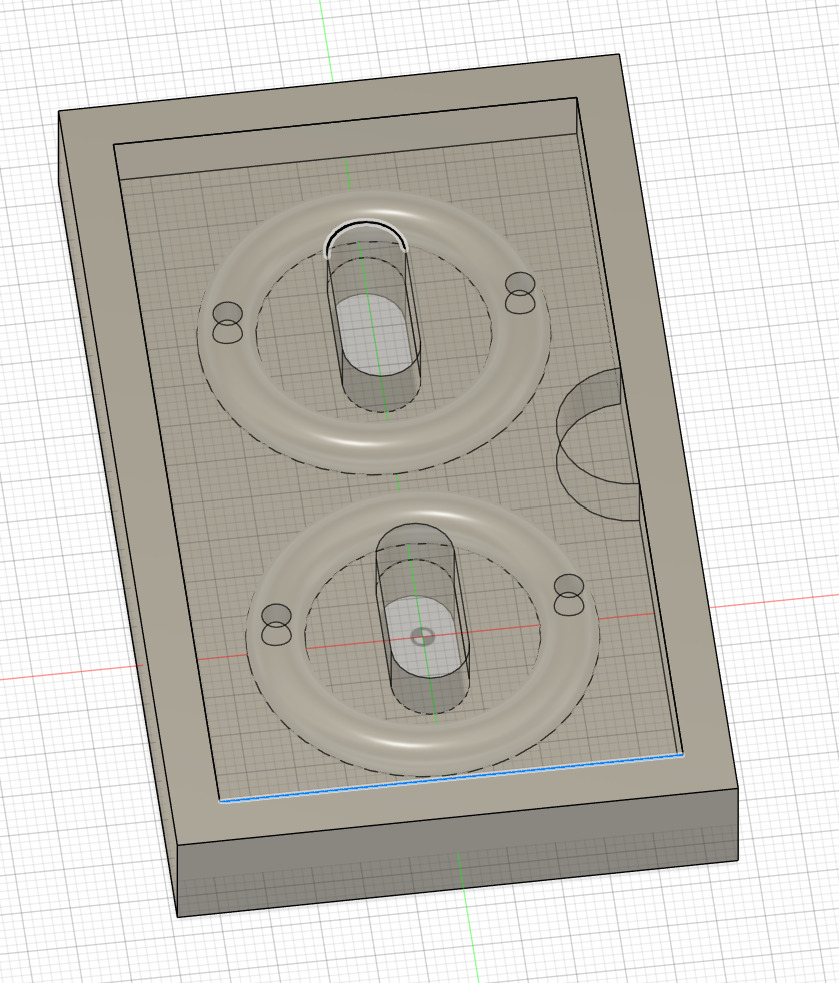
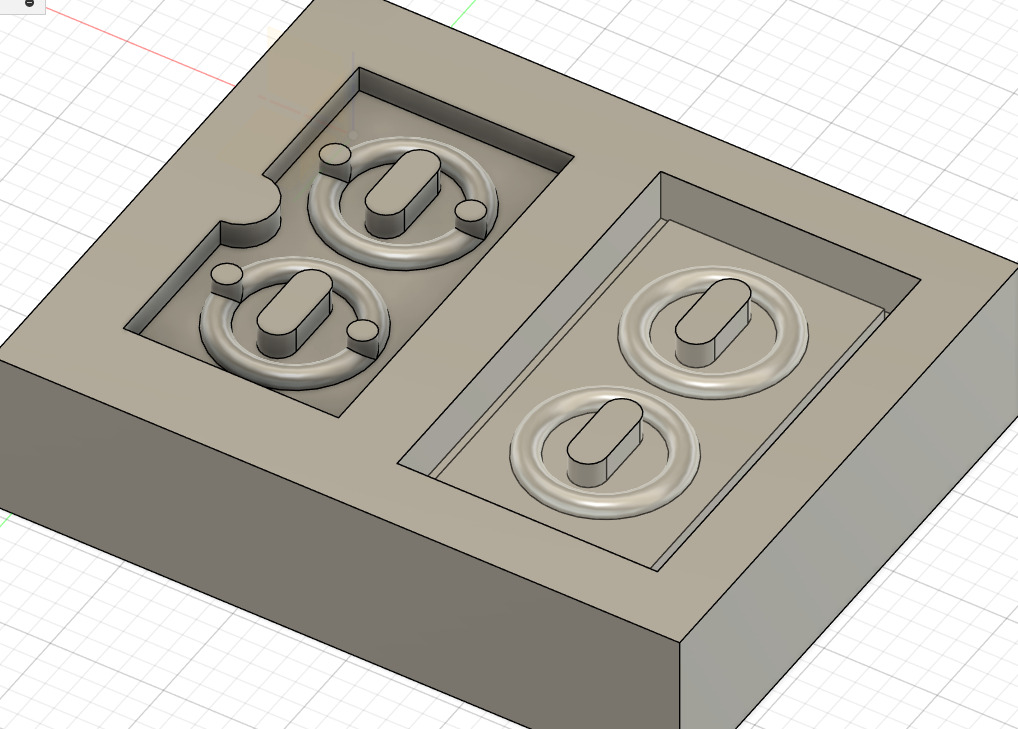
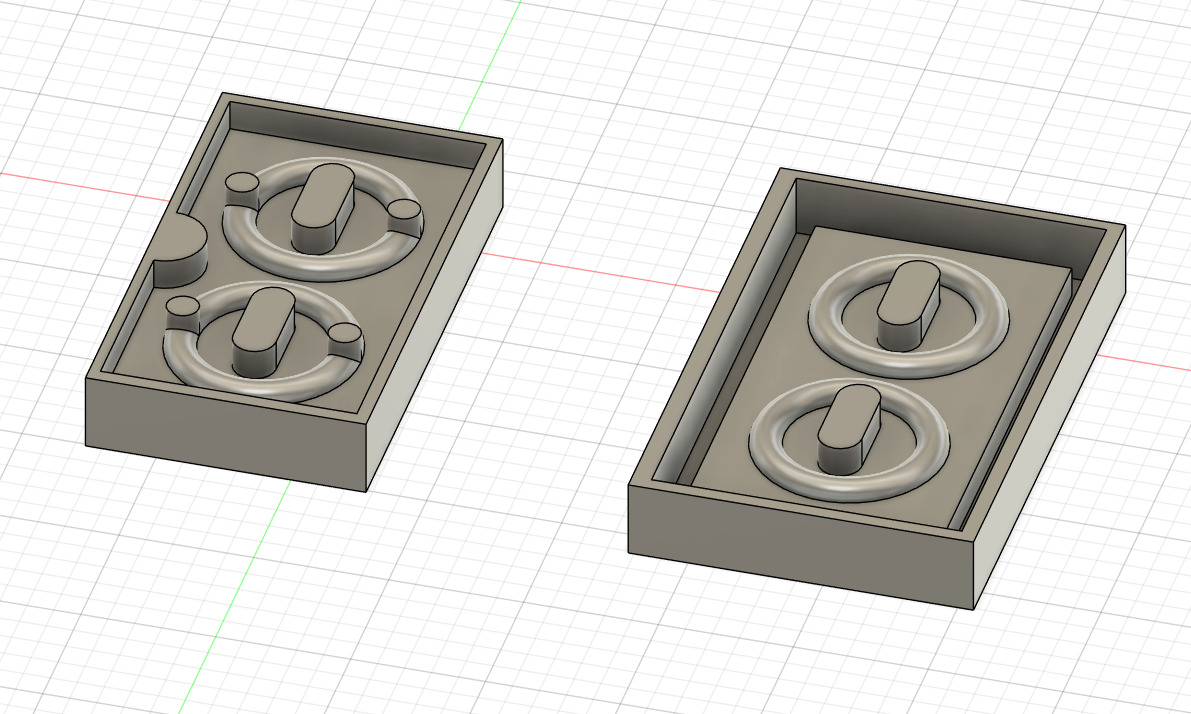
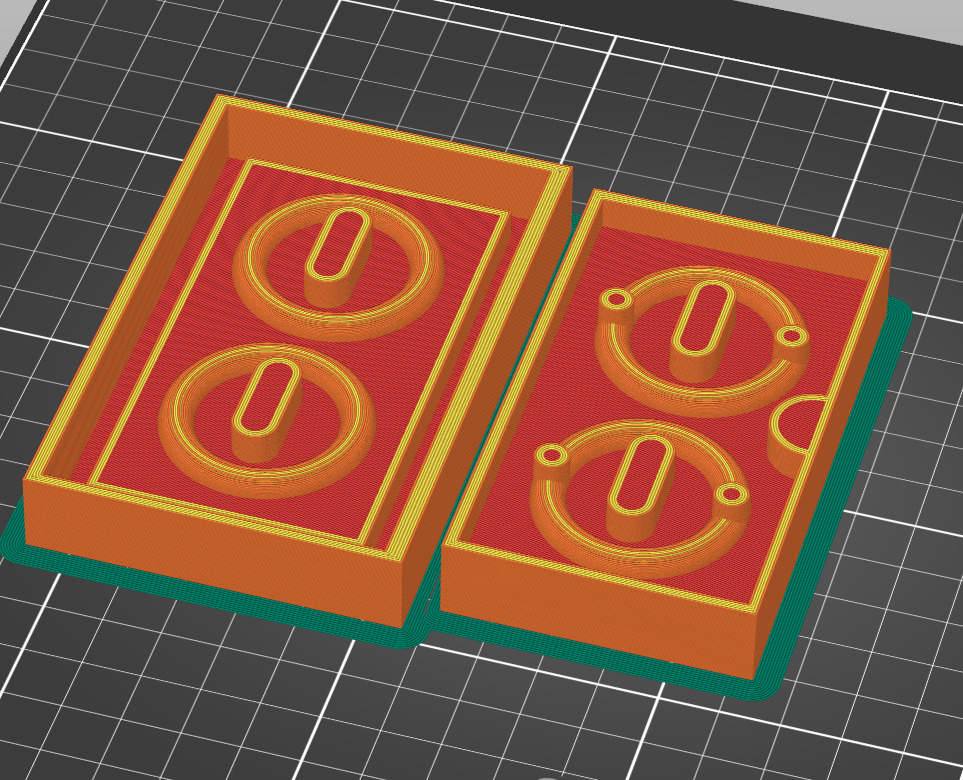
I designed a mold in Fusion360 that will allow me to cast 2 rings at the same time (chains need many rings!) but more importantly is intended to be cut after the first casts. I’m intending to make a cut between the 2 holes in the center so that I can insert a ring and then cast 2 rings around it. It’ll also be possible to add another cut on the side to insert more rings (existing chains, for example) so that longer pieces can be made.
I also tried to do the registration without any additional features. One of the pieces acts as a frame that the other piece fits into perfectly. That last piece then also has a little lip that can be used to pull it back out of the frame.

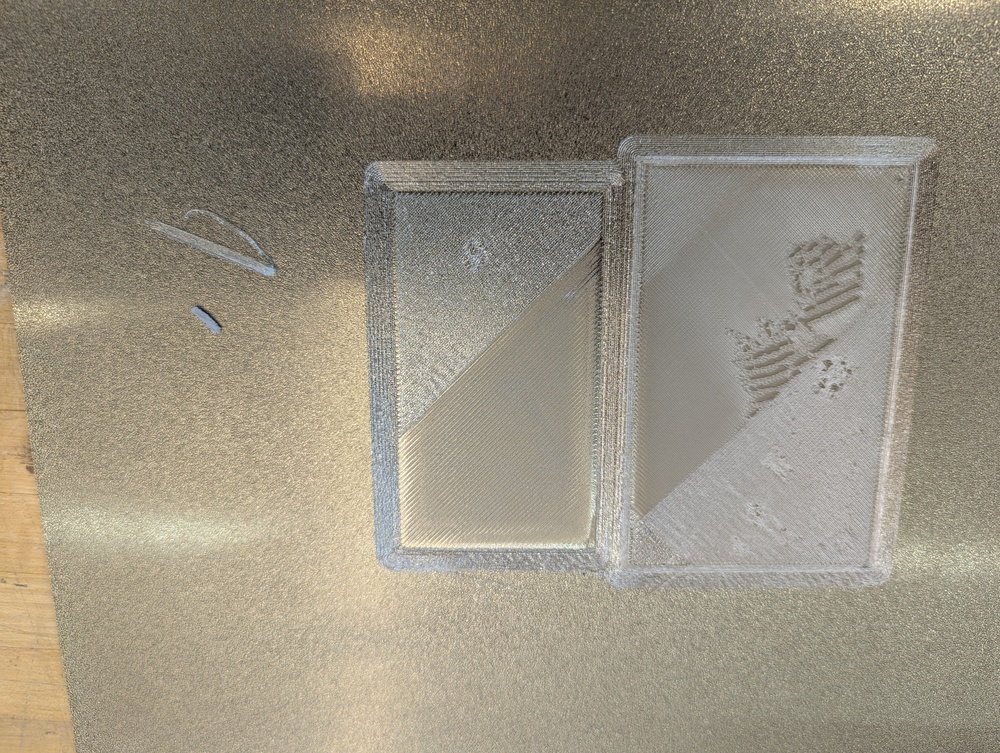
There was a moment during the week were the CNC machine appeared to be broken, so I converted my design to a 3d printable version and tried to make it from PETG on the Prusa printers. Unfortunately, I couldn’t get it to complete a print successfully. It always dragged material around after the first few layers and I couldn’t get it to print cleanly.
Ceci showed me to use the SLA printer and since the print quality is much better, I didn’t have to do any post-processing on those prints as I had intended on the PETG prints.

The prints came out really well. I took them out of the printer and ran them through the 2 washing steps. Then I let the prints dry for a bit. I had to cure them multiple times because the always came out of the curing machine being a bit tacky still. I ran the curing process 4 times in total. I removed the supports after the first curing step, though. The images below show the results.

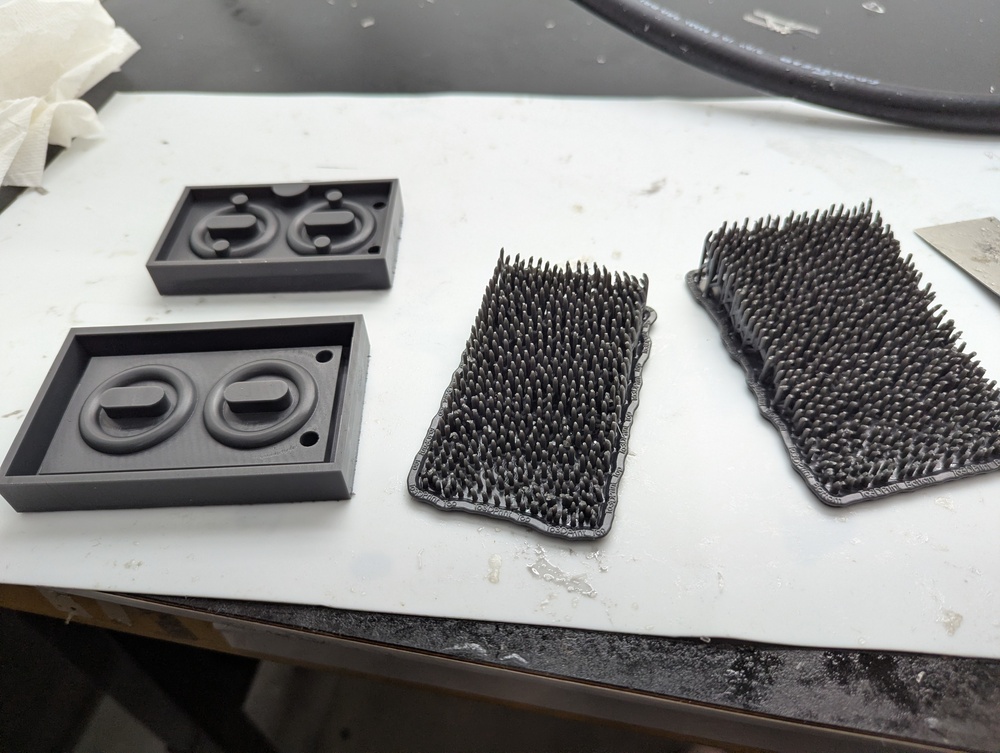
Ceci had helped me with my print setup and explained to me during the preparation that it’s necessary to not have too much surface area hardening on the printer tray at the same time. The software warned us about the area per layer being too large. We added holes to reduce this surface area which made the software and printer happy, but required me to do some post-processing. I filled the holes with hot glue and wrapped the molds in tape in the areas that had holes. I then did a test with water to make sure that the molds hold liquids well. They did and I was very happy with the resulting hard mold!


Making A (Soft) Mold
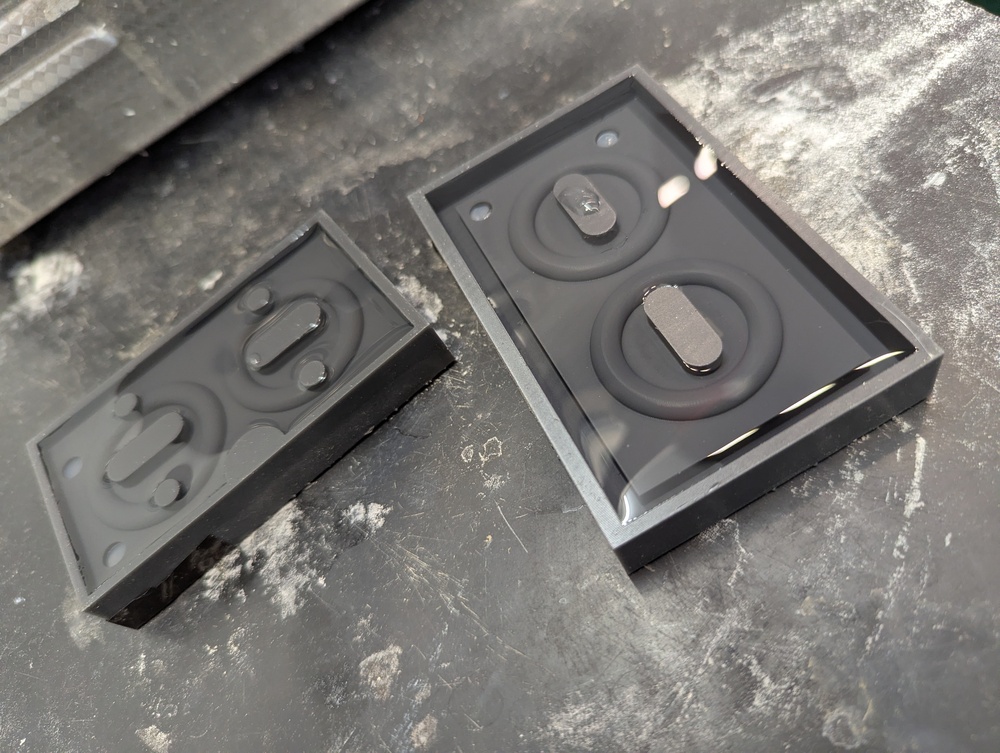
To make a soft mold that would eventually be used to cast the rings, I mixed silicone (Oomoo) as per the instructions. It’s very easy. You just add the 2 liquids at a ratio of 1:1. I couldn’t quite figure out the technique to stir it without introducing bubbles. I saw others use the vacuum pump to remove air and decided that I would just mix the liquids without concern for the introduced air and then pull the air back out with the vacuum pump. That worked really well. The top of the poured silicone ended up very bubbly after using the vacuum pump on the 2 pieces, but the air was removed successfully from the bottom of the silicone volume. I was quite happy with the quality of the resulting mold. See below!


I then wanted to cut out holes where I needed them cleanly. In the pouring step, I added a lot of silicone over the areas that were meant to keep out the silicone and form holes, so there was some cutting required. I mentioned that I wanted nice holes to Alfonso and he generously disassembled a hole punching machine that had a great cutting tool for this purpose. Thank you, Alfonso!

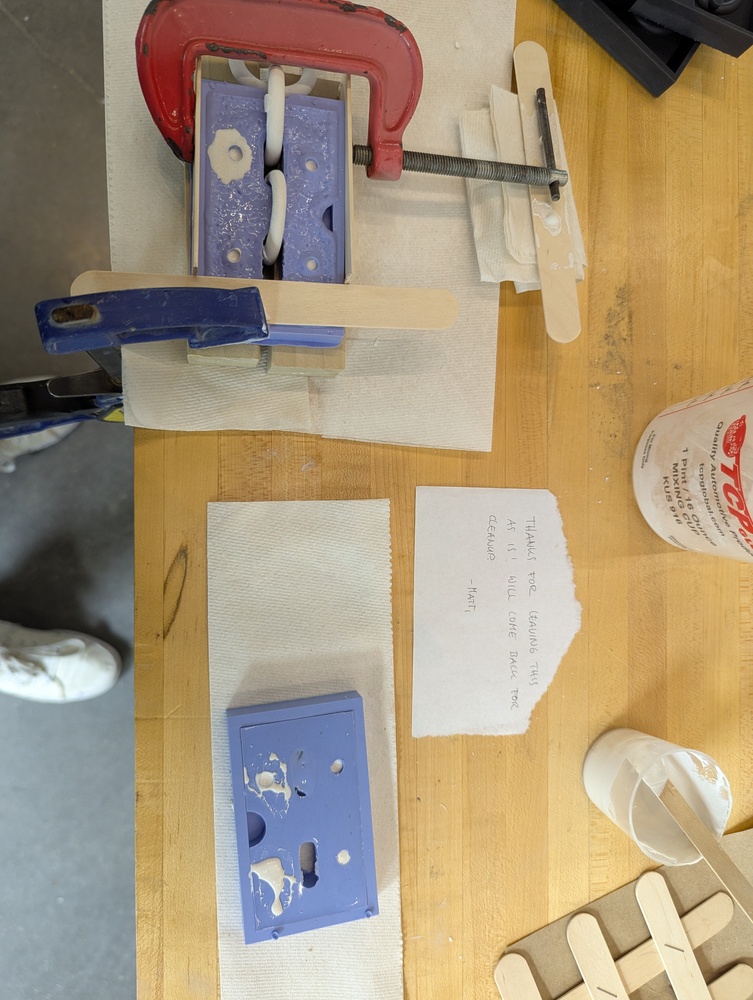
After all this I had some pretty clean looking soft molds.


Casting Rings
To cast the first set of rings, I mixed the drystone material. I found the instructions pretty unclear (see photo below). It wasn’t clear to me when to add how much of the poweder when, but I just experimented. The main concern I had was around getting something liquid enough that would be able to flow nicely into the mold. I can recommend a professional vibration technique to make the liquid flow better: Using your fist to hammer on the table while pouring! Make sure you’re not disturbing others working at the same table if you do this :)
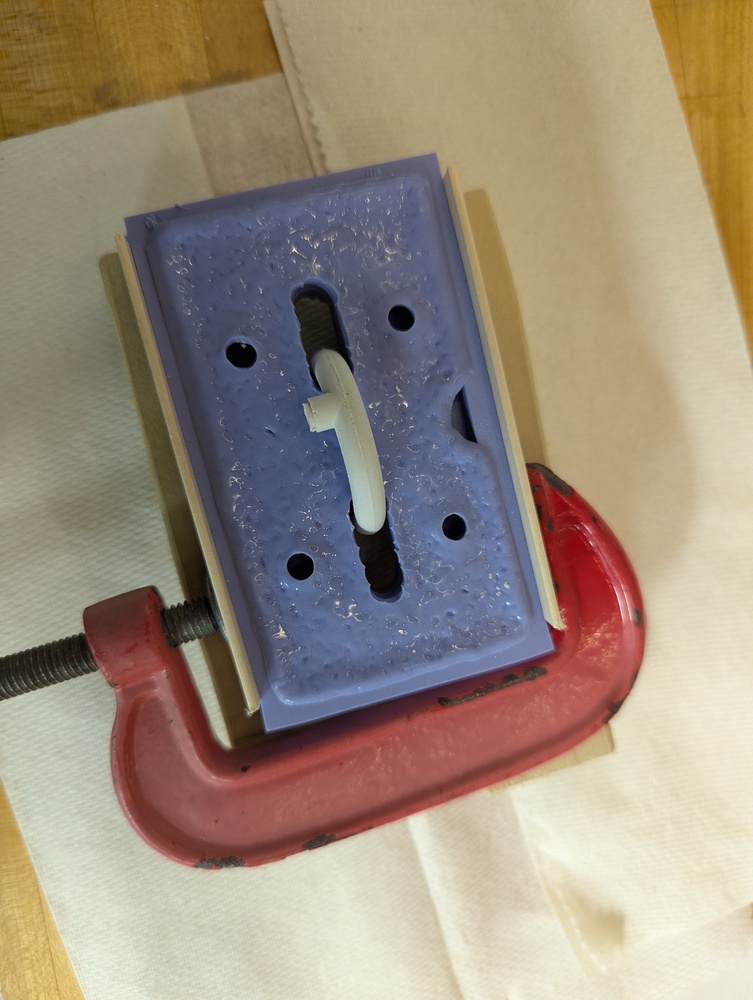
I then also build a little rig from stirring sticks and clamps to keep the mold pieces together nicely.




To speed up casting and to experiment a bit more, I made a second soft mold. For this one I pulled the air out of the silicone before pouring it into the hard molds. Previously, I had pulled the air out after. Doing it before pouring and then just putting in the filled up hard molds for just a minute or so each yielded better results. I would recommend doing it this way. At least in my case, the molds looked nicer. The first set of mold pieces worked absolutely fine, but their bumpy surface on the outside was a bit of an eye sore.
At the same time, I started casting rings.



Considering that I would have to put previously cast rings back into the mold, I experimented with casting rings without the rig I made before. The mold pieces held together fine, but you can see that there’s a bit more postprocessing to do because the drystone was able to run into some cracks a bit more. I decided that the resulting quality was fine and that not having to use too many clamps etc. would help the process. Attaching the previously made rig to the mold when also having a previously cast ring stick out was kind of impossible, so I’m glad that the molds did their job well without being clamped down a lot.




Casting Chains
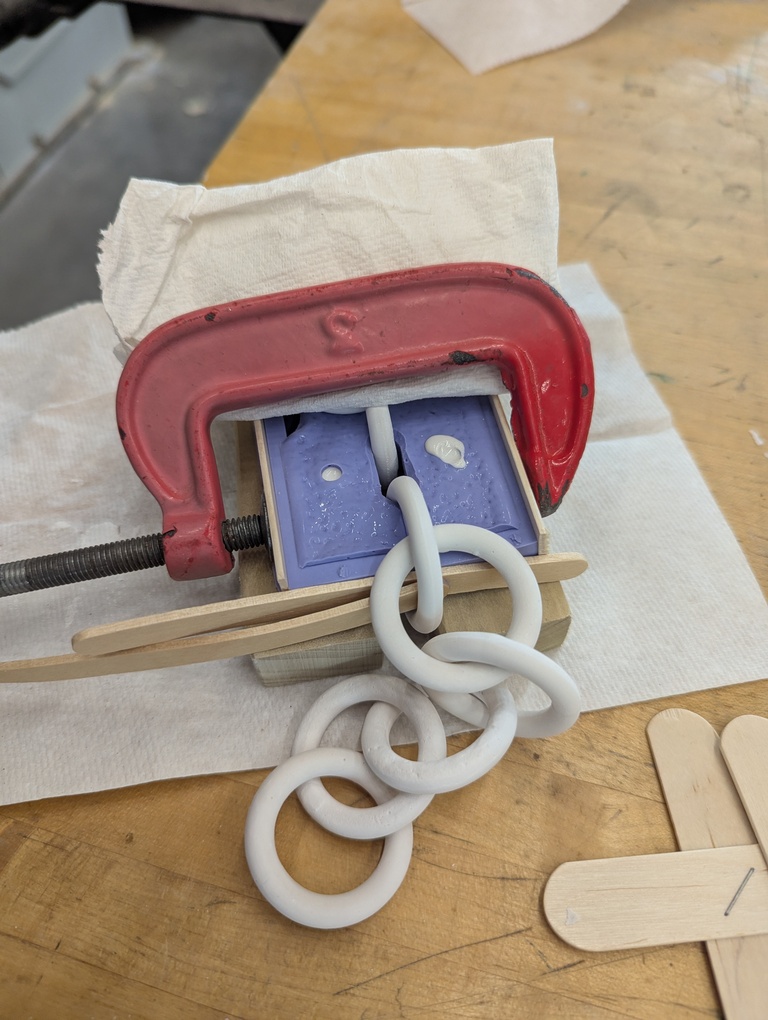
As I described earlier, to cast chains I had to connect previously cast rings. The pictures below describe the process of getting from a single previously cast ring to a chain of 3 connected rings.
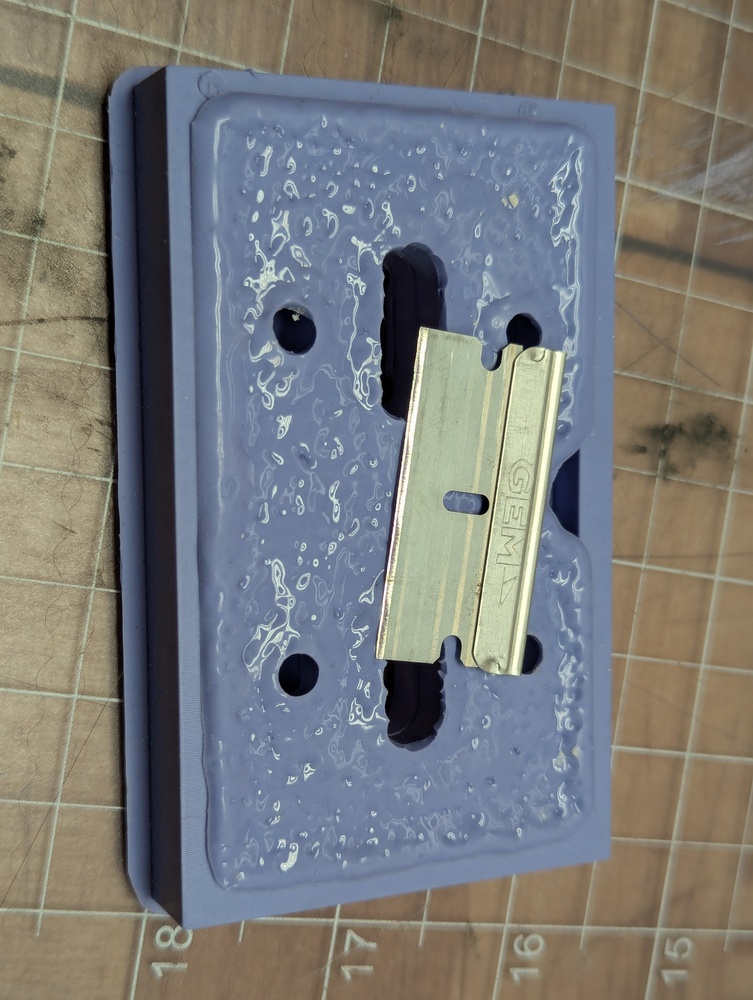
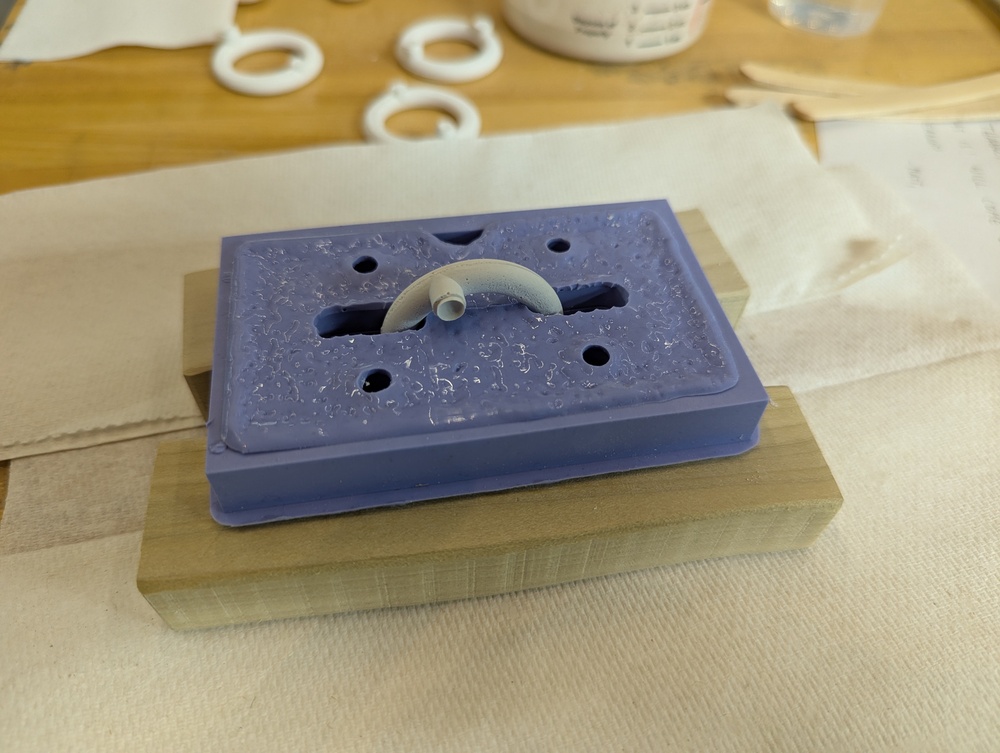
I made a little rig from 2 wood pieces so that my mold was elevated and I could insert a ring vertically. To do so, I had to cut the mold in the middle. I did so with a sharp razor blade. I clamped the mold pieces from only the sides this time and trusted that me previous experiment without clamping from the top would mean that this would come out ok, as well. The result was pretty good!



Busy, Busy, Busy
I had to post-process the rings a bit. The pour and air holes I added to the mold created these bits that needed to be sanded off. I used the 1-inch belt in the machine shop to do most of the work and then used sand paper to sand off the remaining material by hand. My girlfriend Erin helped me on 2 or 3 of the rings and did a much better job than I did.


To then attach a previously made chain to more rings, I cut open the mold further as shown in the image below.


I also did some additional manual shaping on the mold so that the rings could fit around the remaining silicone pieces without putting too much pressure on the mold. I didn’t want the rings pushing on the internal shape too much so that the new rings would still come out looking nice

You can see how I then set up the next step that would yield a chain of 6 rings below.





Longer Chains
I essentially just kept going at this point. Casting rings was fun!
I used the second mold to make a chain of three rings and then attached it to the original chain. I learned from a mistake I made when cutting the first mold. I had made a vertical cut through both mold pieces in the same spot. One of the images above show that well. For this second mold, I made the cuts in the center such that there was a slight offset between the cut in the top and the cut in the bottom piece. That allowed for the top piece to sit on top of the bottom piece a bit more in the area of the cut. The mold was more stable that way.



Results
After a lot more sanding, I got my final chain. The final result is a chain with 10 links as pictured below. I’m quite happy with how this turned out.



Learnings
The quality of the rings definitely degraded as I cut the molds. As expected, later rings showed more seams and needed more post-processing (sanding). They’re still perfectly suitable and look nice, though. Cutting the mold strategically as explained earlier definitely helps.
The SLA print looked really good and lead to a very nice soft mold. It’s a very good option if CNC machining is not accessible.